
 > 行业资讯
> 行业资讯 
钽电解电容的结构和主要加工环节
,同样分3 个小节介绍:第一小节介绍钽电解电容的结构和生产加工工艺流程;第二小节为钽电解电容主要性能参数的变化特点,涉及到如何应用等方面;第三小节为介绍钽电解电容使用中的可靠性要关注的地方。
1)钽电容的ESR相对要比铝电容要小,但其优势为作为表贴元件,安装方便以及ESL较小,这也使得其应用频率较铝电容要宽。从钽电容的ESL和C的分布范围,可以推算谐振频率从 0.9MHz(Lmax=3nH;Cmax=1mF)到5MHz(Lmin=1nH;Cmin=1uF ),但从阻抗频率特性曲线看,由于ESR也是相对较大,因此也是呈现“U”型,这使得其应用频率范围进一步扩宽(在满足目标阻抗的条件下),最高能够达到10到几十MHz。
2)相对于铝电容关注工作时候的温度因素,钽电容更为关注施加的工作电压大小和变化速率。
钽电解电容是一种性能相当优越的电容,同样作为电解电容,能轻松实现较大容量的同时体积较小,易于加工为小型和片状元件,适应目前电子装联技术向自动化小型化的发展,因此得到普遍应用。但钽电容由于构造问题,非常容易在上电大电流冲击下失效;另外,对于边缘规格的钽电容, 其可靠性从实际应用统计来看,是相对较差的,这样一些问题都需要在使用中加以注意。
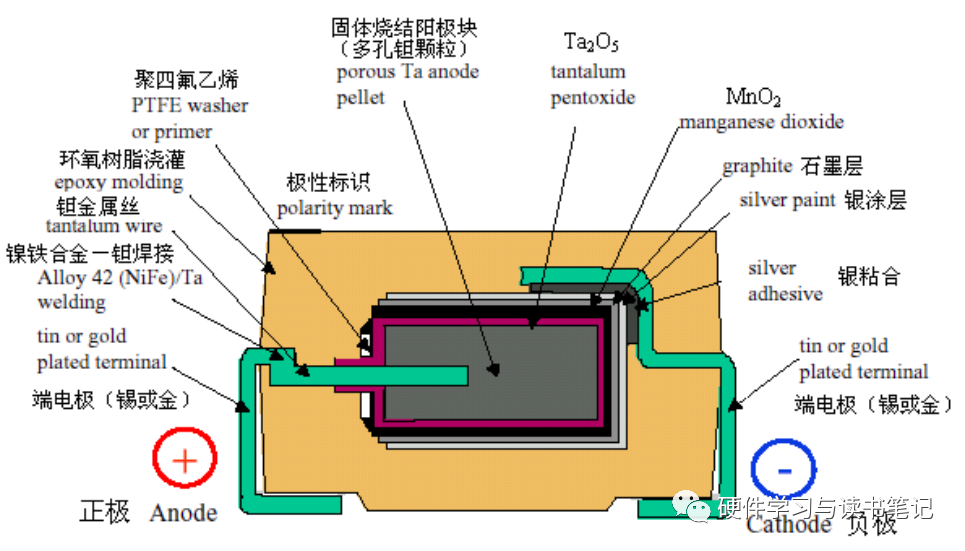
固体钽电容是通过将钽粉压制成型后,经高温真空烧结成一多孔的坚实芯块(圆柱形状),芯块经过阳极化处理在表面生成氧化膜,再被覆固体电解质,然后覆上一层石墨及铅锡涂层,最后用树脂包封成为固体钽电容。以下图1是一贴片固体钽电容的内部结构示意图:
下面介绍一下贴片固体钽电容的加工工艺流程,一般有以下几个步骤:阳极基体设计->
成型烧结->
氧化膜形成->
被覆MnO2。
目前,贴片固体钽电容的阳极基体一般都会采用钽粉烧结而成,因此钽粉的质量如何,将会直接影响钽电容的性能。通常要关注钽粉的粒形、大小、配比、比表面积、比容、松装密度及纯度。采用高纯度的钽粉可用来制造工作电压高(如采用
系高纯钽粉)的钽电容或者可靠性高的钽电容,因为钽电容氧化膜质量的好坏,主要根据钽粉杂质的多少,当钽中含有杂质时,它们都会成为阳极氧化膜中的疵点,影响漏电流的大小、闪火电压下降,电流集中流过杂质存在的部位时,伴有发热,致使杂质周围的
膜晶化,致使钽电容寿命下降。采用高比容的钽粉, 则减少了钽粉的用量,减小了体积,减少相关成本。钽粉颗粒越大,标称电压越高;钽粉颗粒越小,钽粉烧结后的海绵状表面积越大,电容容量越大。(钽粉颗粒的典型尺寸
,为增大表面积选有珊瑚虫形状);钽粉量的多少与形成电压和额定电压的比值有关(该比值一般为
之间均衡考虑。 阳极基体的尺寸一般为圆柱形,受外壳尺寸限制,直径一般是确定的,而基体长度与直径之比接近于
在钽粉挤压成型前加入适量的粘合剂(成型剂),使颗粒间及颗粒和成型模具的摩擦都大为减少,能够获得密度均匀而致密的压块,另外,在真空烧结后,粘合剂还能大大的提升块体的气孔率,对提高容量和降低损耗有明显作用。但近年来,随着小尺寸的要求及成型能力增强,已趋向于不加粘合剂。成型操作是在线℃几分钟内完成。若有粘合剂,则一定要进行预烧,以挥发其中的粘合剂。在预烧或成型后(没有粘合剂),应立即进行真空烧结,否则钽粉表面活性下降易开裂, 一般烧结温度为1500-2000℃,线Pa。烧结使各孤立的钽粉颗粒烧结在一起形 成海绵状结构,提高机械强度及密度,同时多孔的海绵状结构提供大的内部表面积。因此,烧结时间过长或温度过高将导致电容容值变低。此后添加聚四氟乙烯垫圈隔离钽金属丝,以免在后序加工流程中与MnO2短路。真空环境有助于钽粉的提纯,使杂质挥发掉。

与铝电容类似,钽电容的氧化膜也是通过电化学方法生成,即在形成电解液中,施加适当的正极电压及电流,使钽表面生成Ta2O5介质。介质厚度由施加电压控制;介质厚度与耐压性能有关。厚度与额定电压的对应关系为每20埃可承受1V的电压。
要获得优质的氧化膜层,形成电解液(弱酸溶液)的选择很重要,因为它的闪火电压大小决定了钽电容标称电压的高低;它抑制晶化能力的强弱也是影响钽电容可靠与否的一个主要的因素。相对铝电容的形成工艺,钽氧化膜形成工艺控制要更为严格,因为,钽氧化膜在形成过程中会发生晶化, 形成电压、形成温度和升压电流密度这三个基本
,对晶化都有直接和间接的影响。形成电压必须低于形成液的闪火电压,同时提高形成电压与标称电压的倍数有利于减小
的漏电流及其分散 性,这样一般固体钽电容的形成电压与额定电压比值为3~5,而电容额定电压越高,倍数愈小(受 限于形成液的闪火电压),这也一方面说明
钽电容的漏电流和分散性是比较大的。形成温度高, 得到的氧化膜较好,但高温形成时易诱发晶化、降低形成液的闪火电压,使形成液水分蒸发量较快。低压形成时,可以不考虑闪火和晶化问题,一般为85±5℃或更高;形成电压高于150V时,要先在室 温下进行形成,待电压升至形成电压后,再在适当高温下恒压形成。氧化膜的生长速度,取决于阳极化时的电流密度,密度高,速度快,但同时会使阳极反应产生的热量增加,促使晶化发生。
溶液中,浸透取出烘干,在水汽(湿式)或空气(干 式)的高温气氛中分解制取电子电导型
在致密度、多孔性 等多方面都比干式要优越,基本上目前的厂家工艺均用湿式热分解法。 但是
的膨胀系数不同, 受热产生拉伸应力导致原有的细微裂纹增大,造成漏电流大幅度提升。同时热分解还轻易造成损耗角 增大、
进入氧化膜细微裂纹导致形成电压无法升高等。因此,为了修补热分解对氧化膜的破坏, 有必要进行中间再形成。 为弥补
层上还要涂 上一层导电石墨层和银或铅锡合金之类的金属材料,然后接上外部电极,进行封装、老练。
与铝电解电容类似,钽电容的阻抗频率特性也呈现U形特性,但其ESR相对要小,且作为表贴 封装的固有优点ESL比较小。同样,按照C、ESR和ESL三项参数来分析:
钽电容是目前大量供应电容中比容最大的品种,相同容量的体积能做到比较小;但限于固体烧结型工艺结构和材料,其CV值(电容与电压乘积)做不大,容量和电压有一些范围,一般从 0.1uF1000uF;工作电压从2V50V;典型的最大CV组合为22uF/50V(插件)或(33μF/35V)22uF/35V(表贴),而且从实际应用统计情况去看, 处于这些边缘规格参数的电容,其相对可靠性要差很多。这一些因素都限制了钽电容在高压大容量上的应用。
钽电容的ESR组成与铝电容类似,同样可分为:ESR=r介+r解+r金= tgδ/wc ,对于漏电流电阻rL ,它在频率极低的情况才有一定的影响。

在极低频为漏电流代表的损耗,可通过阻抗转换公式换成串联的表示形式,其影响一般不考虑。在低频的区域,能够正常的看到,氧化膜介质损耗D3基本不变,反映到r介上,即随频率的增大,r介减小, 直到到达较高的频率,其影响已基本可忽略,而主要是r解与r金的影响。在低频的区域,主要是r介, 其随频率的关系,如下面图5. 所示
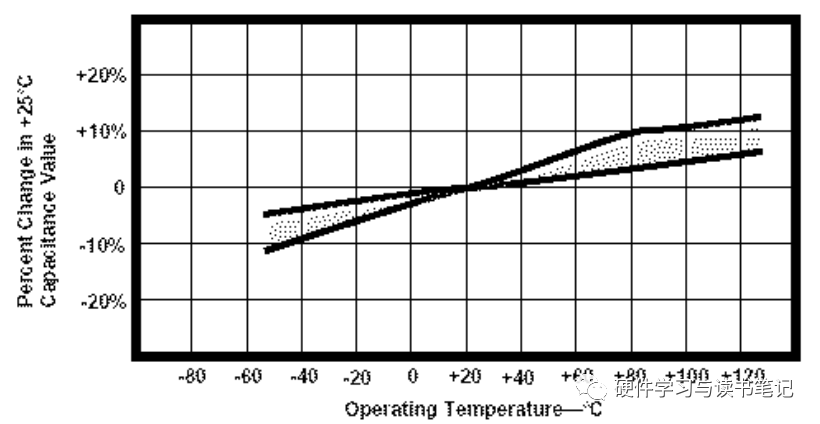
在室温情况下,r介的值一般为500/HzuF~1500/HzuF ;另外,从温度上,r介的温度特性较为稳定,一般从室温到125℃,其值会有2%的增加。tgδ 介 变化量若大于2%,则可能反映了形成的氧化膜质量很可能不合格。
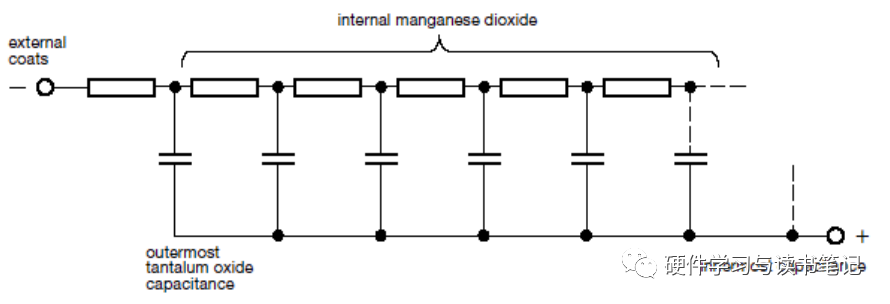
r解的值就是这些分布参数电阻值的集成代表,它由有效电阻率ρ(ohm/cm)来决定,而p决定于多孔性、微孔的大小和形状、装填MnO2的程度以及MnO2电阻率。这与成型和热分解被覆MnO2工艺均有关,一般成型压力应尽可能小,使烧结块密度相应小一些为好。
解由于与工艺和材料构造工艺有关,比较难于定量分析,不像r介同容量的电容基本一样, r解在不同电容规格差别很大。在滤波电路中,由于正是用于r解所处的这一频率范围,因此,r解对我们应用 的ESR影响较大。MnO
倍。由于与 tgδ 的变化相反,所以某些特定的程度上抵消了变化幅度,总的来说, 钽电容的ESR温度特性比较好。r解从低频一直较稳定,但直到
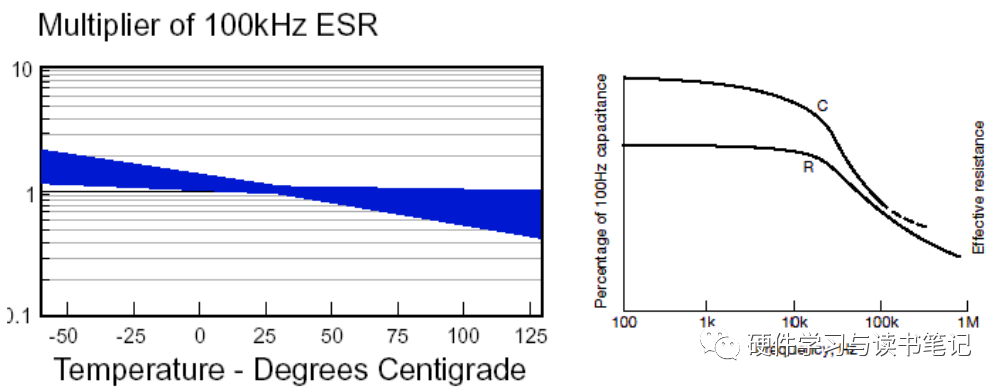
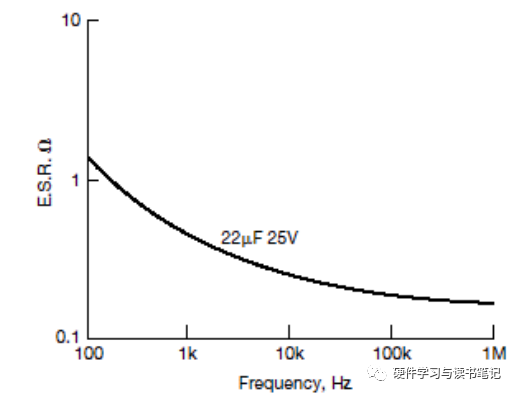
在工艺保证下,r金一般可不考虑,但到高频后,其值会由于趋肤效应而增大。下面图为一个频率范围内钽电容ESR的变化图:
贴片固体钽电容的ESR值相应要比铝电容小一些,其范围也是从几十毫欧到10 欧(100kHz) 分布,具体的ESR值(100kHz)可以在相应的数据手册上找到(有些需要从85℃变换为常温25℃), 另外,通过DF值也可以算得在100Hz下的ESR值是多少。
ESL于电容的封装尺寸及引线等有关,因此对于贴片固体钽电容,其ESL很小,一般为1~3nH。同样,ESL值较为稳定,不随频率、气温变化,电容量对ESL的影响也不太大,主要是封装尺寸的影响。下图为贴片固体钽电容各规格尺寸与贴片陶瓷电容的ESL对比:

电流型失效常见于固体钽的异常漏电流巨大,一方面表明其氧化膜上的缺陷部分恶化,引起介质的漏导增大,最后导致介质短路,大多数情形下,自愈特性会修复这些疵点,但如处于充分电过于频繁的场合,这种介质瞬时击穿也会弄得不可收拾导致突然失效。因此,电压一定时,串联电阻可以显著减小失效。 电压型失效是指使用中的不当导致工作电压或浪涌电压突然过高,结果引起局部闪火,终致介质击穿;另外是长期经受高的工作电压,而氧化膜不可避免地存在着杂质或其它缺陷;当这些部位的场强较高,电流密度较大,导致局部高温点出现,从而留下了诱发热致晶化的隐患。在金属氧化物界面的某些点上,由于金属里含有杂质,也成了诱发场致晶化成核的因素,当温度上升时,便促进了晶核的形成和生长。因为晶体要达到一定大小后,才会使无定形氧化膜破裂,所以晶体生长的快慢是决定电容器寿命的一个因素,试验表明,使晶体生长到足以引起氧化膜破裂临界尺寸的时间是场强的指数函数。随着施加电压增加(即场强提高)和环境和温度的提高(相应的缺陷部位温度更 高),电容器的失效率也就增加,在晶体生长阶段,对电容器性能并没有显著影响,只在氧化膜破裂时,绝缘会完全丧失,导致突然失效。 发热型失效一般认为是由于产品的 tgδ 太大导致热不平衡,热量累积以致热破坏,但随着高频化,趋肤效应,是另一种热失效模式。 对固体钽电容承受大的冲击电流对产品性能的影响研究中,例如应用在计算机
的输出滤波元件时,所遇到的瞬时高频大电流的冲击,分析其失效原因发现MnO2 层及银层部分,已破裂脱开钽块,由于局部热点的低阻和较差的热导接触,发生局部高温,最后造成介质的热击穿,按照传输线理论,电容器钽块可视为一RC组成单元,在高频时(例如脉冲的前沿部分),电流只在钽块表面通过,而未及内部,因此电量集中在表面,电流密度很大。未能均匀分布在钽块全部,所以表面成为电量集中区域,而大多分布在在钽块的一小部分面积上,如钽块的上下肩部,一方面该处曲率很大,不利于导热和散热;另一方面,肩部的MnO2层较薄,电阻小,因此冲击电流失效的击穿是源于发热,成为发热型失效的典型。 这几种失效模式最终都会造成钽电容短路烧毁,失效分析很难判断是那种类型导致。一般说来, 钽电容在正常运行时(电压降额足够)是很少发生失效的,只有在上下电、电源波动及频繁充放电场合才有可能失效(即在脉冲电流冲击下),究其原因也是因,钽电容的内部结构缺陷导致。因此,相对于铝电容关注工作时候的温度因素,钽电容更为关注施加的工作电压大小和速率。 另外,在恒定温度下,选定某一种形成电解液,不管采用何种电流密度升压(影响氧化膜的厚度), 所形成的氧化膜的结构基本不变,即ε(氧化膜介电常数)和α(形成常数nm
/X9vY79BErlh8S6SuT1zrHuBlFG5Zc3F2bl5PLi
D7zlcvEhBOUibXBnSaibIomtYHFWY3Fud7ooharibUjEqibHewg/
) 及氧化膜厚度d=Uf×α (形成电压乘以形成常数)不难得知,形成电压与电容量的 乘积 (uF.V),在ε和α以及阳极表面面积A不变时(可以认为封装一样时,其表面面积有一最大值),CUf为一常值,又由于形成电压与额定电压有一比值,因此,同一系列同一封装的不一样的规格电容,是有一个最大的CV值。表贴Case D的典型业界最大CV组合为22uF×35V= 770uF.V,在同规格同样阳极表面积下,超出这个规格就是比较边缘的产品,从实际应用情况去看, 边缘规格产品的失效率相比来说较高,这与其工艺控制要求高有关。从器件厂家给出的标准规格、扩展规格及发展规格是能做出那些产品属于边缘规格的判断。一般铝电容氧化膜的CUf值为6~ 8.5uF.V/cm2 ;钽电容氧化膜的CUf值为11~13uF.V/cm2。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。举报投诉
的一种,金属箔为正极(铝或钽),与正极紧贴金属的氧化膜(氧化铝或五氧化二钽)是电介质,阴极由导电材料、
有什么区别? /
的区别 /
是一种常见的电子元件,其具有体积小、重量轻、容量大、可靠性高等优点,大范围的应用于各种电子设备中。
的工艺步骤有哪些 /
嵌入式学习-ElfBoard ELF 1板卡-使ELF 1开发板支持exFAT和NTFS格式的方法
- [2023-09-04]《现代电泳涂装百科全书》知识问答 NO004
- [2023-09-05]毛细管电泳色谱仪剖析中的电泳和电渗
- [2023-09-06]电泳和电渗的首要差异
- [2023-09-08]电解电镀电泳基本常识
- [2023-09-08]阴极电泳原理
- [2023-09-16]电镀、电铸、电泳、溅镀及阳极处理的区别
- [2023-09-16]电镀与电泳的区别doc
- [2023-09-16]电泳和电渗流区别




